佐涂om-5高温防腐漆,高温耐酸om涂料功能

【主要用途】该类型涂料常温自干,适合没有烘干设备的工厂和现场钢结构和混泥土耐化学药品性能。界面剂涂层具有的渗透、封闭功能,对含腐蚀性的污水,强性酸、强性碱、盐具有的腐蚀功能。有良好的粘结性能,能与钢制设备、混凝土设施粘结强度大,涂层常温固化,干燥快,具有优良的机械性能。
【颜色外观】面漆:黑色,底漆:红棕色
【配制方法】将涂料搅拌至桶底无沉积物,在搅拌状态下按漆:固化剂为10:1(重量比)加入固化剂并搅拌均匀,配制好的涂料放置10~15分钟后使用。
【包装规格】25kg/桶
【施工时限】8h,(25℃)
【表面处理】对于钢铁结构的基材处理一般要求达到除锈标准Sa2.5级,除锈的方法分为手工除锈或者化学除锈,要确保无油、无锈、无异物,干燥清洁,除锈后的钢铁基体表面须在4小时内涂装底漆。
【涂装方法】无气喷涂、空气喷涂、滚涂/刷涂。
【储存期限】存放于阴凉、干燥、通风处,一年。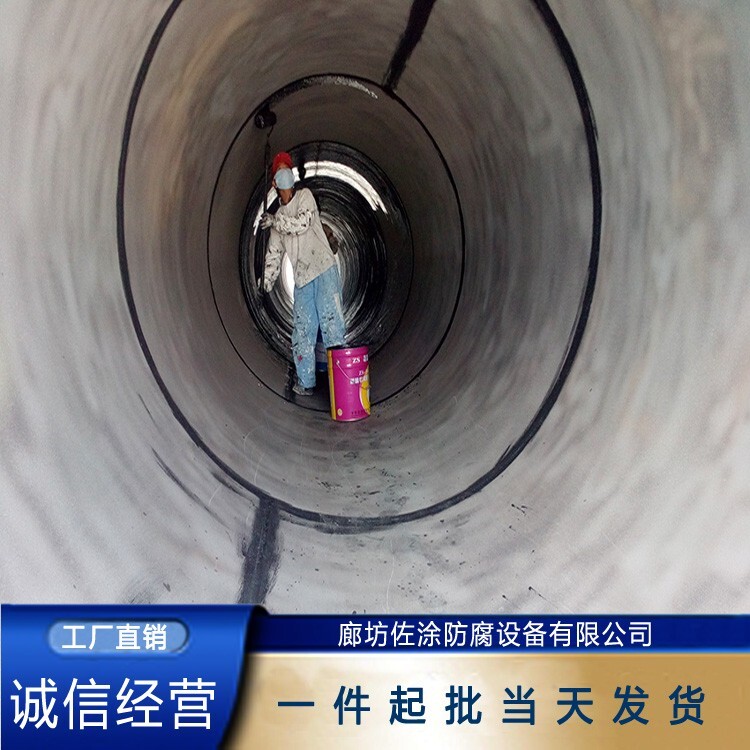
使用方法
取A和B组分按重量比例准确称量到清洁的玻璃或塑料容器中,采用喷涂工艺,溶剂挥发后即可以快速表干,表干后常温储存24小时后即可达到使用效果。
受涂层保护的产品(PCB、陶瓷、塑胶、玻璃、金属等)具备如下性能:抗灰尘和污垢,防油和防水,高硬度,抗磨损,抗氧化,高耐候,耐酸、碱和有机溶剂。
注意事项
无VOC、、不易燃,不含臭氧、环境友好。
A、B双组分请分开存放,混合后尽快使用完毕;
密封、阴凉环境储存,不可敞口放入冰箱或者湿度过大的空间,避免与酸、碱、胺类、不饱和烃增塑剂以及有机锡、硫、磷类等化合物接触。
产品符合RoHS 2.0 和 SGS标准。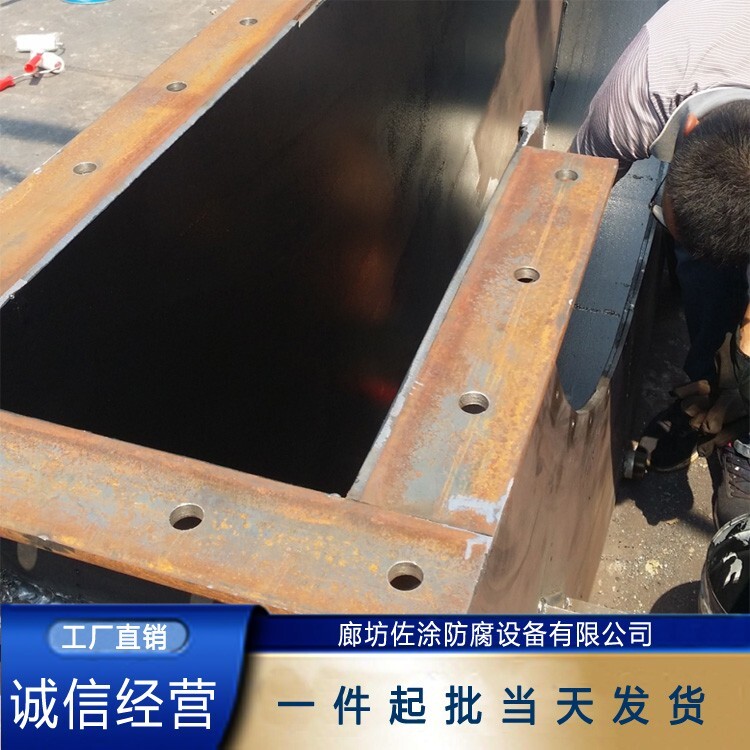
OM烟道烟囱涂料,漆膜坚韧,附着力强,具有良好的防腐性能、物理机械性能。涂层是由有机氟硅材料、纳米二氧化硅和荧光显影剂组成。该涂层可以通过室温固化或热固化,固化后的胶体具有高的折光率(>1.48)和透光率(>95%),同时具有低杨氏模量及的耐热、抗潮和防尘能力。
OM耐酸涂料施工对基材的要求:
对OM耐酸涂料施工而言,合格的基层有五个基本特性。承接工程前应检查基层状况,对那些没有处理价值的基层(处理后仍达不到基本要求)应要求甲方或其它工程人员采取补救措施。
一、合格基层——平整:
基层不平整会影响OM耐酸涂料的装饰效果。平整度差的基层还增加了修整的工作量和材料消耗。平整度的检查有4个项目:表面平整、阴阳角垂直、立面垂直和阴阳角方正。
合格基层——坚固
1、基层强度与基层的种类及本身的质量有关。
2、通常混凝土、金属基层强度高,砂浆强度居中,石膏板强度低。
3、基层强度过低会影响涂料的附着力。
4、通常用铲刀测强度、用空鼓锤测空鼓等方式检查。
砂浆、混凝土和石膏砂浆基层墙面易出现空鼓,处理办法是将空鼓处墙面敲掉,注意要敲至牢固处,然后用和墙面同材质和配比的材料修补,并按新墙面要求,保养合格后涂装。
二、合格基层——干燥:
砂浆、混凝土等基层施工后,内部水分逐渐干燥。干燥时间与基层的厚度、通风状况、环境温湿度等都有直接的关系。适合OM耐酸涂料施工的基层,含水率应低于 10%;溶剂型涂料,基层含水率应低于8%。通常对水泥砂浆基层而言,施工结束后需要养护一段时间,在通风良好的情况下,水泥基材料养护周期一般为28 天,夏天气温高空气流通良好14天即可,含水率可达到要求。气温低、湿度大、通风差的场所,干燥时间要相应延长。
三、合格基层——中性:
砂浆、混凝土中的石灰、水泥具有很强的碱性,主要是其中含有大量氢氧化钙的缘故。基层碱性过大会影响涂料的粘结,还会造成涂层变色、起层等质量事故。通常 随着基层水分的挥发、可溶性碱分氢氧化钙被带到表面,逐渐与空气中的二氧化碳反应生成中性的碳酸钙,使砂浆、混凝土趋于中性化。所以基层干燥后,碱性就相 应减少,能满足涂料施工的要求。
四、合格基层——清洁:
清洁的基层表面有利于涂料的粘结。基层表面的浮浆、尘土、油污、霉斑、锈蚀等应予清除和处理。
一、表面准备如下所述:
①施工时手或工具能够顺利进行操作,不要有极度狭窄或死角部位。
②衬里金属壳体的表面平整,不得有大于3mm的凹凸不平。
③内外衬里的螺孔或支耳孔,其孔径需增大,增大量为衬里总厚度的2倍。且打磨成圆滑过渡状。
④与壳体相焊的所有零部件,在衬里施工前焊接完毕,衬里后严禁施焊。
⑤设备内部支撑环、加强筋等内部件应与筒体连续满焊,且应将棱角部位和焊缝打磨成圆滑过渡状。
⑥衬里设备金属壳体要求平整光滑,凡是棱角部位均应成圆弧过渡,凸部圆弧半径R不小于5mm,凹部圆弧半径不小于10mm。
⑦焊缝质量要求如下:
a. 焊缝表面应平整均匀,不得有裂纹、气孔、焊瘤、夹渣、弧坑等缺陷;
b. 对接焊缝的凸出母材高度应均匀一致,一般高度不得超过2mm,且不得低于母材;
c. 角焊缝的高度一般等于较薄钢板的厚度;
d. 焊缝边缘咬边深度不大于0.5mm,且连续长度不大于100mm,两侧咬边总长度不大于该焊缝长度的10%;
e. 所有需衬里的焊缝应连续满焊不得漏焊;
f. 焊接结束应采用打磨的方法对所有焊缝进行打磨清理、去除焊缝及其周围的飞溅物、焊瘤、毛刺等,并将需衬里部位的焊缝打磨成圆滑过渡状。
⑧被衬里面外观要求如下:
a. 被衬里面不得有油漆、油污、油脂等异物附着;
b. 被衬里面不得有焊疤,临时支承等部件;
c.被衬面不得有深度0.5mm以上机械损伤等。
⑩除锈标准:
喷砂除锈达到SA2.5级(Sa2.5级——是工业上普遍使用的并可以作为验收技术要求及标准的级别。Sa2.5级也叫近白清理级(近白级或出白级)。Sa2.5级处理的技术标准:同Sa2要求前半部一样,但疵点限定为不超过每平方米表面的5%,可包括轻微暗影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。
二、涂料施工
1.材料配比:喷砂除锈后12小时内涂刷遍涂料,取适量OM-5涂料预混料,加入适当比例的配套固化剂,搅拌均匀。一次搅拌控制在30 min内用完,且初凝时间应控制在40min左右。
2.涂刷:均匀细致的涂刷再基体表面,做到无漏涂,无针孔,无流挂。一次涂刷厚度控制在200微米左右。
3.FRP复合工艺
贴衬一道玻璃丝布或短切毡/表面毡。
4.为什么要做FRP复合工艺:
烟道因他的特殊制作工艺造成了很多应力的产生,建议做FRP复合工艺。烟气冲刷、温度骤变这些应力会有一部分残留在金属内部慢慢的集中后扩散对金属表面形成破坏,金属表面的破裂会使重防腐涂料涂层崩裂从而使涂层脱落,涂层在固化后期由于溶剂挥发、进一步的固化交联、小分子物浸出等因素,使得涂层产生体积收缩而形成内应力。在反复的冷热、干湿循环中,由于涂层和基体涨缩不一致,使界面产生反复的相对位移,同时也会形成破坏性应力。当内应力积聚至大于附着力时,涂层便会脱开。