衡阳MC-1om涂料,om-5防腐涂料

佐涂公司OM-5配烟气涂料高分子复合材料是研制的耐烟气腐蚀性涂料,耐高温、耐烟气、耐冷凝水、施工成本低,。
廊坊佐涂防腐设备有限公司主营:环氧玻璃鳞片胶泥,乙烯基玻璃鳞片胶泥涂料,烟道OM-5高温防腐涂料,8710互穿网络引用水标准涂料,环氧陶瓷涂料,杂化聚合物涂料,环氧树脂,乙烯基树脂,环氧砂浆,环氧渗透结晶底漆,环氧沥青漆,MC-1防腐涂料,环氧陶瓷涂料,有机硅高温涂料,水性工业漆,彩钢翻新漆等。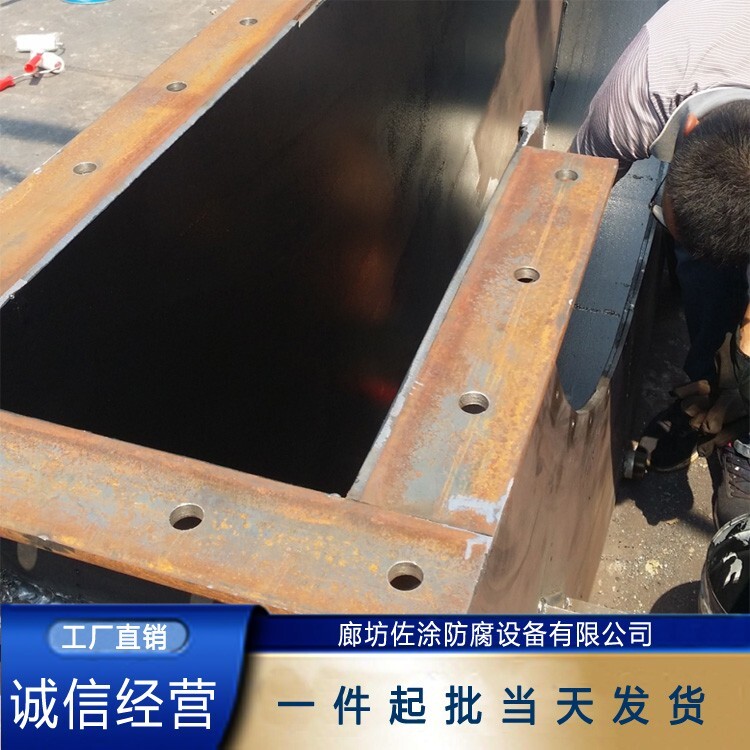
OM耐酸涂料,又名:OM烟道烟囱涂料、OM涂料、OM烟囱涂料、烟囱防腐涂料、烟囱耐酸涂料、脱硫耐酸涂料.
【产品说明】型号 OM-5高温耐酸涂料,烟道烟囱防腐涂料,产品具有干燥迅速,附着力好、柔韧性好,双组分包装、施工方便。具有耐酸、耐碱、耐盐、耐水、耐油等特点。
耐腐蚀、耐化学性能,于烟囱内、外壁作为防腐涂料使用。佐涂公司OM面酸涂料又名:OM烟道烟囱涂料、OM涂料、OM烟囱涂料、烟囱防腐涂料、烟囱耐酸涂料,脱硫耐酸涂料作为在钢结构,砖彻体和混凝土上的防腐层,整体结构没有缝隙,这一结构与纳米封孔联合作用的防渗性能;提高了防腐蚀层与基材(钢、混凝土、耐酸砖等)的粘结性;OM-5烟道涂料形成的互穿网络交联结构,使固化后形成的防腐蚀层,耐热性及冷-热交变冲击性更加;配方树脂固化时无挥发性小分子溢出,提高了该材料的抗渗性,旋工过程更加安全;室温固化,现场施工性好。
OM-5是一种防腐涂料,有效成分为一种高分子渗透聚合物添加防颜料耐磨性好,防腐性能,漆磨坚硬,附着力好,光亮丰满,有较好的耐磨、耐酸,耐水,耐油,耐热等性能。产品特点:具有的防腐蚀性能、抗渗透性能对含蚀性污水、强性酸、强性碱、盐等具有的耐腐蚀性;固体含量,一次涂抹可达1-1·5mm,耐温性和耐化学品性优于环氧树类涂料;施工方便质量容易,缺陷部位极易修补;涂层防护寿长达8年以上。涂层常温困化、干燥快施工性良好,具有优良的机械性能,电性能,粘结性。
产品主要优势
1.分子结构致密,耐酸碱盐雾和有机溶(D650/D670/D680/D690);
2.强大持久的粘接力,解决了常规硅胶粘接力差的问题;
3.充分发挥了有机硅耐高温和耐候性优势;阻燃级别高UL-94V-0;
4.同时超疏水、高透明和耐刮磨(S630/F660);
耐稀酸(硫酸、硝酸、盐酸),12天无变化。
200°C烟气中60分钟,不碳化、开裂、起泡和穿孔;交变湿热老化60℃/93%湿度12小时后,再在25/93%湿热12小时,
30次循环后,弯曲模量保留率大于98%。
使用方法
取A和B组分按重量比例准确称量到清洁的玻璃或塑料容器中,采用喷涂工艺,溶剂挥发后即可以快速表干,表干后常温储存24小时后即可达到使用效果。
受涂层保护的产品(PCB、陶瓷、塑胶、玻璃、金属等)具备如下性能:抗灰尘和污垢,防油和防水,高硬度,抗磨损,抗氧化,高耐候,耐酸、碱和有机溶剂。
注意事项
无VOC、、不易燃,不含臭氧、环境友好。
A、B双组分请分开存放,混合后尽快使用完毕;
密封、阴凉环境储存,不可敞口放入冰箱或者湿度过大的空间,避免与酸、碱、胺类、不饱和烃增塑剂以及有机锡、硫、磷类等化合物接触。
产品符合RoHS 2.0 和 SGS标准。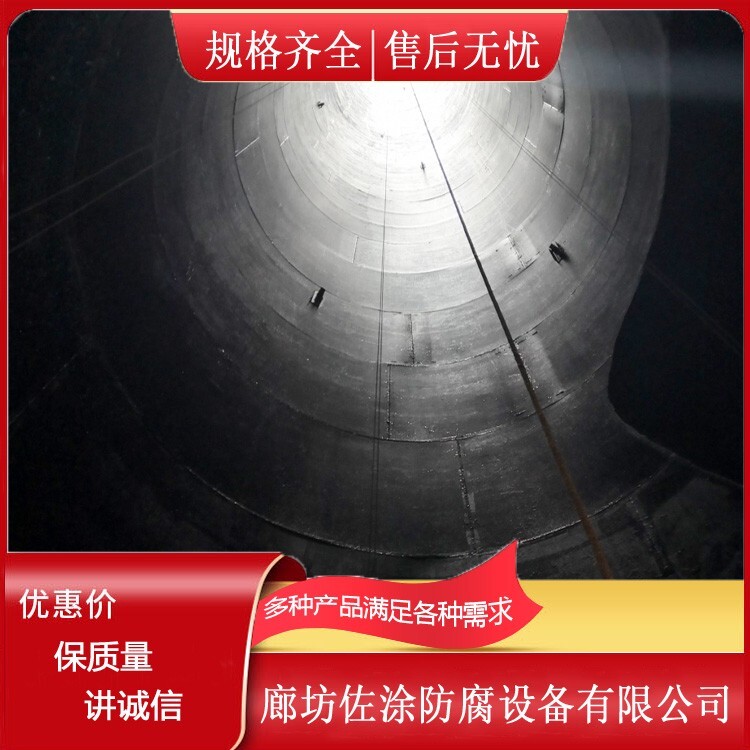
【表面处理】
除净油污、杂物。
涂有车间可焊底漆的钢材:采用电工工具除锈达到St3级。要涂漆的表面要干净、无油污,无其它任何不抵抗高温的涂料;良好的底材处理会使漆膜的附着力更好,并可以增加耐久性、耐热性等保护效果;建议对钢铁表面进行喷砂处理,要符合Sa2.5级除锈标准(Sa2.5级除锈标准:喷射磨料,完全除去铁锈及氧化皮,清除灰尘后钢面呈近白色金属光泽,仅有微小斑痕)。
OM烟道烟囱涂料,漆膜坚韧,附着力强,具有良好的防腐性能、物理机械性能。涂层是由有机氟硅材料、纳米二氧化硅和荧光显影剂组成。该涂层可以通过室温固化或热固化,固化后的胶体具有高的折光率(>1.48)和透光率(>95%),同时具有低杨氏模量及的耐热、抗潮和防尘能力。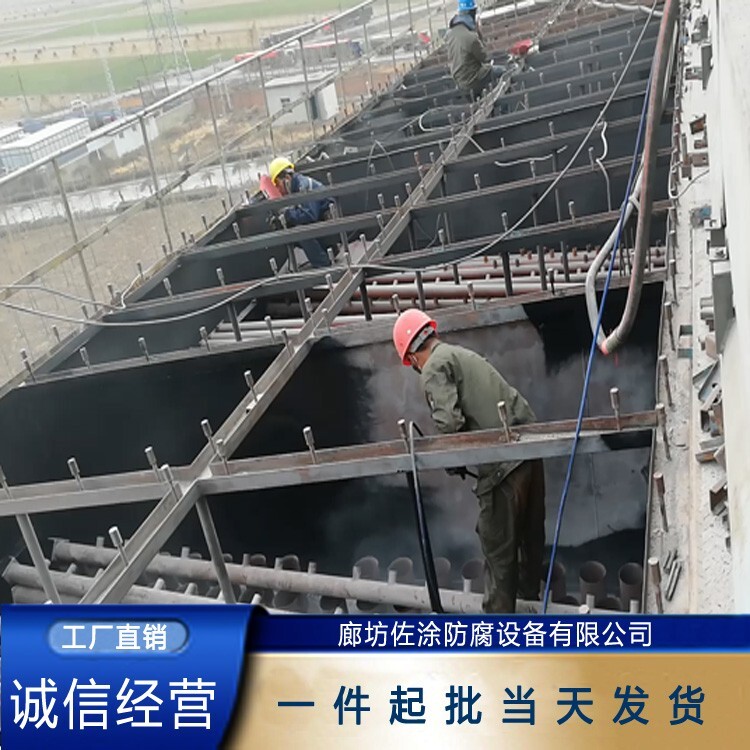
一、表面准备如下所述:
①施工时手或工具能够顺利进行操作,不要有极度狭窄或死角部位。
②衬里金属壳体的表面平整,不得有大于3mm的凹凸不平。
③内外衬里的螺孔或支耳孔,其孔径需增大,增大量为衬里总厚度的2倍。且打磨成圆滑过渡状。
④与壳体相焊的所有零部件,在衬里施工前焊接完毕,衬里后严禁施焊。
⑤设备内部支撑环、加强筋等内部件应与筒体连续满焊,且应将棱角部位和焊缝打磨成圆滑过渡状。
⑥衬里设备金属壳体要求平整光滑,凡是棱角部位均应成圆弧过渡,凸部圆弧半径R不小于5mm,凹部圆弧半径不小于10mm。
⑦焊缝质量要求如下:
a. 焊缝表面应平整均匀,不得有裂纹、气孔、焊瘤、夹渣、弧坑等缺陷;
b. 对接焊缝的凸出母材高度应均匀一致,一般高度不得超过2mm,且不得低于母材;
c. 角焊缝的高度一般等于较薄钢板的厚度;
d. 焊缝边缘咬边深度不大于0.5mm,且连续长度不大于100mm,两侧咬边总长度不大于该焊缝长度的10%;
e. 所有需衬里的焊缝应连续满焊不得漏焊;
f. 焊接结束应采用打磨的方法对所有焊缝进行打磨清理、去除焊缝及其周围的飞溅物、焊瘤、毛刺等,并将需衬里部位的焊缝打磨成圆滑过渡状。
⑧被衬里面外观要求如下:
a. 被衬里面不得有油漆、油污、油脂等异物附着;
b. 被衬里面不得有焊疤,临时支承等部件;
c.被衬面不得有深度0.5mm以上机械损伤等。
⑩除锈标准:
喷砂除锈达到SA2.5级(Sa2.5级——是工业上普遍使用的并可以作为验收技术要求及标准的级别。Sa2.5级也叫近白清理级(近白级或出白级)。Sa2.5级处理的技术标准:同Sa2要求前半部一样,但疵点限定为不超过每平方米表面的5%,可包括轻微暗影;少量因疵点、锈蚀引起的轻微脱色;氧化皮及油漆疵点。